

砂帶是一個特殊的磨料産品,因爲沒有特别固定的尺寸,需要根據用戶的設備尺寸來調節砂帶的周長。原始的砂紙卷或者砂布卷,大多爲1170mm高度*100M長度。
而砂帶是如何對接起來,并且還能承受機器的工作拉伸強度而不斷列的呢?
一、常用接頭方法
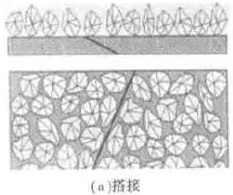
常用的接頭方法主要有:平接和搭接兩種,或叫對接和襯接,而平接按切邊形狀又分爲直平接和正弦波平接兩種。
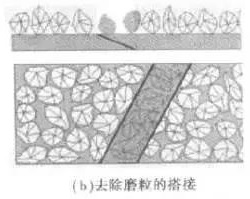
搭接,常用于各種砂帶接頭。(b)中去除接頭處磨粒是爲了使砂帶加工在接合處不産生痕迹。對于搭接的砂帶使用時應注意運轉方向,接頭上的一層應是進入方向,這樣使接頭在進入磨削時承受壓力和剪切力。且剪切力也有利于使接頭受力情況。
 |
 |
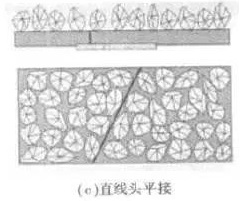
砂帶搭接是平接頭砂帶情況。接頭下遊一層很薄(約0.075mm)但強度高的聚脂薄膜作爲襯底。這種接頭砂帶适合于高速磨削和精密磨削,且轉向不受限制。2中搭接法相比較,(c)的直線型平接強度不如(d)的正弦波型接法,且柔性也不如後者。這是因爲正弦波形除了粘結更可靠外,基材本身也有相鎖緊的作用。
 |
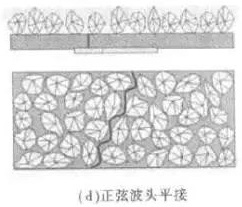 |
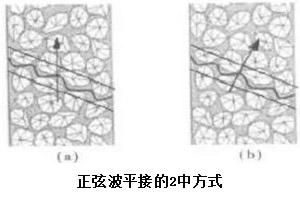
正弦波接頭是一種較新的接頭形式。正弦波的剪切形式又有兩種,使用圖(a)的形式能具有更均勻的着力分布。
兩者都有利于增加材料的浪卡強度,減少直邊接頭中的膠接翻邊現象,這不僅使得更薄更少的襯補材料 具有更大的抗拉強度,而且這種接頭砂帶運行平穩,不易出現磨削痕迹。平接頭砂帶替代逐漸代替搭接法,因爲接頭膠和接頭襯接材料的技術進步,以及相對價格的降低和獲得這些材料的渠道更爲暢通等因素。
二、接頭制作工序
1、裁剪
按用戶所需的規格切取長度和寬度,确定适當的接頭角度β,裁取坯件。所謂接頭角度是指家頭邊與旋轉方向的夾角。接頭角越大,接頭邊越短,相應的接頭強度越小。反之亦然。一般來說,砂帶寬度越小,則所選用的接頭角也越小,接頭邊也較長,這樣可以增大接頭面積,提高接頭強度。一般砂帶的接頭應在45°~85°選擇。
2、接頭磨邊
磨邊是将砂帶接頭部位的膠砂層或漿層去掉,以保證接頭粘結牢固、厚度适中。在搭接過程中,下方的成爲下頭邊,位于上方的成爲上頭邊。磨邊應将下接頭邊的磨料層和粘結劑層(膠砂層)去掉,而将上接頭邊的漿料磨掉。爲了保證接頭厚度與磨具本身厚度一緻,有時上接頭邊正面也需去掉一部分膠砂層。對于襯墊接頭,主要是去掉接頭部位背面的漿料,對于正面的膠砂層一般不去掉,或隻輕微去掉。
磨邊過程中去除磨料這道工序,一般都采用金剛石砂輪,磨去粘結劑和部分基材這道工序則采用砂帶進行。磨背面漿料層可用砂帶或鋼絲刷。
現在性能優良的磨邊設備,下接頭磨邊一般有4個磨頭:兩個金剛石砂輪,一個正砂帶,一個斜砂帶,如果再加上塗膠頭就是5個。上接頭磨邊一般有3個磨頭,一個砂帶,一個鋼絲刷,一個金剛石砂輪(打磨正面磨料),再加上塗膠頭就是4個。
下接頭磨邊和上接頭磨邊可分兩台設備進行,也可在一台設備上同時進行。
3、塗黏膠
在專用的塗膠機上将接頭膠塗在已打磨好的接合面上,待半幹狀态時,将兩接頭打起來并在熱壓接頭機上壓合。塗黏膠過程中應注意粘結劑的均勻,厚度也應适當。
4、烘幹
接頭機本身壓頭會加熱的,砂帶接頭在壓合過程中使接頭膠基體基本固話了,存放一段時間冷卻即可。